一體化 MIM模具 制造
14年專注,鑄造精品、 質量保證,客戶至上
 | 全國服務熱線 |
| 18913571597 |

| | 全國服務熱線 |
| 18913571597 |

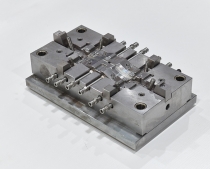
精密CIM模具加工廠商導柱損傷:導柱在模具中主要起導向作用,以保證型芯和型腔的成型面在任何情況下互不相碰,不能以導柱作為受力件或定位件用。在以下幾種情況下,注射時動,定模將產生巨大的側向偏移力:(1).塑件壁厚要求不均勻時,料流通過厚壁處速率大,在此處產生較大的壓力;(2).塑件側面不對稱,如階梯形分型面的模具相對的兩側面所受的反壓力不相等。動模板彎曲:模具在注射時,模腔內熔融塑料產生巨大的反壓力,一般在600~1000公斤/厘米。模具制造者有時不重視此問題,往往改變原設計尺寸,或者把動模板用低強度鋼板代替,在用頂桿頂料的模具中,由于兩側座跨距大,造成注射時模板下彎。精密CIM模具加工故動模板必須選用優良鋼材,要有足夠厚度,切不可用A3等低強度鋼板,在必要時,應在動模板下方設置支撐柱或支撐塊,以減小模板厚度,提高承載能力。

精密CIM模具加工廠商可測量射嘴或以空氣噴射法量度。利用后者進行測量時,必須小心確保清理熱熔塑料時不會 發生意外,因為熱熔塑料的高溫會燒傷皮膚,甚至腐蝕皮膚。在注塑工場內,燒傷是有意外。因此,在處理熱塑料或遇上熱熔塑料四濺的危險地,應當戴上手套及面罩。為確保安全,控熱針的尖端應預先加熱至要測量的溫度。蘇州精密CIM模具加工廠商每種塑料均有一個特定的熔膠溫度,要達到這個溫度注塑實際射料缸調值還需視乎螺村轉動速度、背壓、射料量及注塑周期而定。
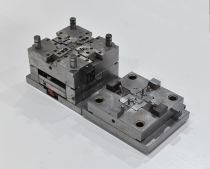
CIM模具加工廠商金屬粉末注塑技術(MetalPowderInjectionMolding,簡稱MIM)是現代塑料注塑技術進入粉末冶金領域,并形成了一種新的粉末冶金近凈成形技術。基本過程是:首先將固體粉末和有機粘合劑均勻混合,造粒后在塑化狀態(?150℃)下用噴射成型機進入模腔固化成型,然后用化學或熱分解去除粘合劑從成形坯料中,較后通過燒結使其致密化,得到較終產品。與傳統工藝相比,具有精度高,組織均勻,性能優良,生產成本低的特點。其產品廣泛應用于電子信息工程,生物醫學設備,辦公設備,汽車,機械,五金,運動器材,武器航空等工業領域。因此,國際社會普遍認為技術的發展將導致零件成型加工技術革命,被稱為“當今成形技術受歡迎的部分”和“二十一世紀成型技術”。下面就詳細講解MIM注塑成型在汽車行業的應用:MIM注塑成型可以將微小驚喜的汽車零件設計成一個整體的組件,這樣可以使零件在滿足性能的前提下,更小的集成化、微型化,同時也能降低成本。精密CIM模具加工也可以制造一些非常復雜形狀的零部件,比如外部切槽、外螺紋、交叉孔、盲孔、加強筋板、凹槽與鍵銷等。因為汽車的發展一定是趨于舒適、智能、環保、節能和輕量化的,所以MIM注塑成型的工藝特點決定了它在汽車零件行業一定有著非常廣闊的前景
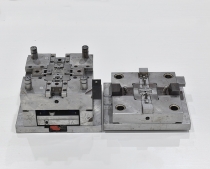
蘇州精密CIM模具加工廠商當確定模具各部動作得宜后,就要選擇適合的試模射出機,在選擇時應注意:(a)注塑機臺的射出量是多少(b)拉桿內距是否放的下模具(c)活動模板的移動行程是否符合要求(d)其他相關試模用工具及配件是否準備齊全。一切都確認沒有問題后則下一步驟就是吊掛模具,吊掛時應注意在鎖上所有夾模板及開模之前吊釣不要取下,以免夾模板松動或斷裂以致模具掉落。模具裝妥后應再仔細檢查模具各部份的機械動作,如滑板、頂針、退牙結構及限制開關等之動作是否確實。并注意射料嘴與進料口是否對準。CIM模具加工廠商下一步則是注意合模動作,此時應將關模壓力調低,在手動及低速的合模動作中注意看及聽是否有任可不順暢動作及異聲等現象。吊裝模具過程其實比較簡單,需要仔細的地方主要是模具澆口與射嘴的校中心比較困難,通常可以采用試紙的方式調校中心。

精密CIM模具加工廠商“MIM就是一段又是美麗凄涼的愛情故事,善良的塑料顆粒看上了粗糙的金屬粉末,高溫歷練,終于合體,可惜好緊不長,為了成全金屬完美升級,烈火修煉,化為灰燼”金屬粉末注射成形技術(MIM)是將現代塑料注射成形技術與傳統粉末冶金工藝相結合而形成的一種新型粉末冶金近凈成形技術。MIM產品尺寸精度高(±0.1%~±0.5%),表面光潔度好(粗糙度1~5μm),而且產量非常大。但MIM工序較多,有一定的技術壁壘。那為什么MIM不能做手機中框/后蓋等較大型的結構件呢?CIM模具加工廠商首先,MIM的脫脂、燒結等會使制品尺寸縮小,產品尺寸越大,尺寸偏差越大,且不易脫脂;其次,MIM件不銹鋼居多,不銹鋼雖然能陽極,但還是鋁的陽極效果好(主要是因為鋁的氧化層由氧化鋁構成,形成非常規整的六方試管結構,產生類似鏡面反射效果,看起來色澤鮮艷)。

